
Produktdetails

Statorbereich:
●Außendurchmesser: 1,5 Zoll (38 mm) bis 5 Zoll (127 mm)
●Größe des Lammstapels: 0,75 Zoll (19 mm) bis 4 Zoll (102 mm)
●Slot Fil: Bis zu 60 % für maximale Effizienz und geringen Temperaturanstieg
●Innendurchmesser: 0,75 Zoll (19 mm) bis 3 Zoll (76 mm)
●Größe des Magnetdrahts: 20 bis 38 AWG
●Verhältnis Länge/ID: bis zu 6
Branchen bedient:
●Motorhersteller
●Pumpenhersteller
●Werbung
●Generatorhersteller
●Maschinenhersteller
●Luft- und Raumfahrt
Kontaktieren Sie uns, wenn Sie eine spezielle oder einzigartige Konfiguration haben. Wir können fast alle Arbeiten ausführen.
Die folgenden Informationen beschreiben unsere grundlegenden Fertigungsschritte und -prozesse zur Herstellung von Statoren.
Diese Prozesse können nach Bedarf angepasst werden, um die Kundenanforderungen zu erfüllen.

1). Lamm-Stanzen
Lammstahl aus Qualitätsstahl
Hersteller wie Nippon
Steel (Japan), Posco Steel (Korea) und/oder Bao Steel (China).
Kernverlust und Stapelfaktor sind stabil.
Typische Sorten sind 50A290 (M19) und 50A600 (M45).

2). Lamm-Stapeln
Alle Lamellen werden gereinigt, ausgerichtet und WIG-geschweißt, um Baugruppen zu stapeln.
Maßgeschneiderte Werkzeuge und Vorrichtungen ermöglichen die Ausrichtung gemäß den Designspezifikationen.

3). Isolieren und Aushärten
Insulatin wird in mehreren Formen angeboten. Epoxidbeschichtungen, einschließlich 3M "M Sotchcast" Ppowder Epoxy Coatings 260 oder 5555 10G, typischerweise im Bereich von 0,012 Zoll Dicke, werden im Fließbettverfahren aufgebracht und wärmegehärtet.

4). Spulenwicklung
Magnetdraht der angegebenen Art und Größe wird auf kundenspezifische Präzisionsfutter gewickelt, um Spulen mit dem richtigen Durchmesser herzustellen. Wenn möglich, werden Spulen in Reihe gewickelt, um Verbindungen zu eliminieren. Bei einigen Spezialanwendungen wird Magnetdraht an Ort und Stelle über den isolierten Blechstapel gewickelt.
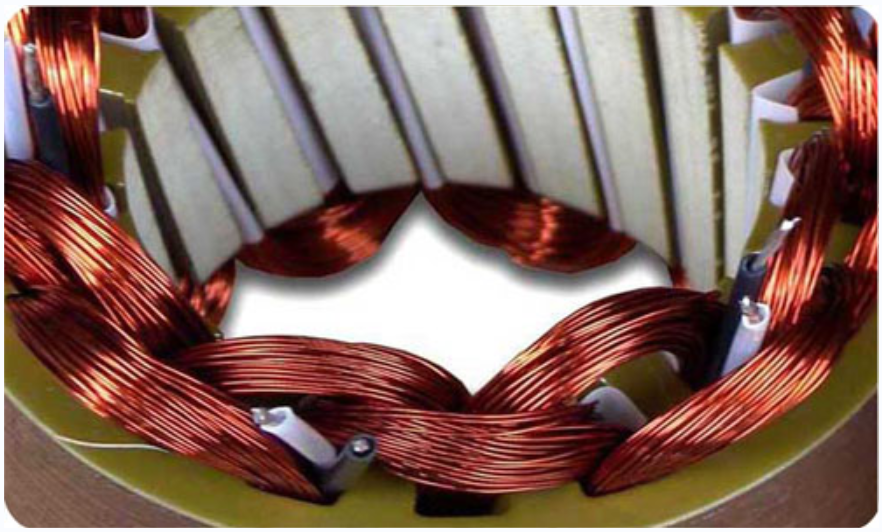
5). Spule einfügen
Woundcols werden in die isolierten Schlitze des Stapels eingeführt. Spezielle Techniken sind speziell für Sirenen geeignet und erzielen dadurch einen geringeren V-Widerstand und kürzere Enddrehungen.
Wenh sepri isuatono wird auch zwischen Cll-Phasen mit den Nuten und/oder innerhalb der Spulenkopfwindungen platziert.
6). End-Turn-Umformen
Endwindungen werden normalerweise geschnürt, um ein ordentliches Paket ohne lose Stränge von Magnetdrahtspulen zu bilden. Mittels einer Presse und einer speziell angefertigten Umformvorrichtung werden die Lackdrahtspulen auf die gewünschten Abmessungen umgeformt (gepresst).

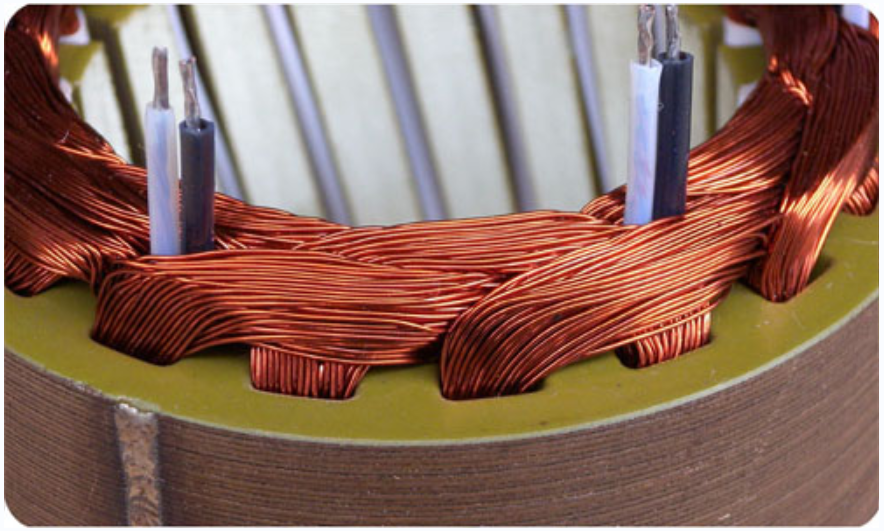
7). Bleidrahtlöten (optional)
Anschlussdrähte der angegebenen Art, Größe und Länge werden mit Hochtemperaturlot mit den Magnetdrahtspulen verbunden. Löten ist auch ein verfügbares Verfahren. Bleiverbindungen werden dann in die oberen Endwindungen (Bleiende) geschnürt, um sie sicher an Ort und Stelle zu halten.
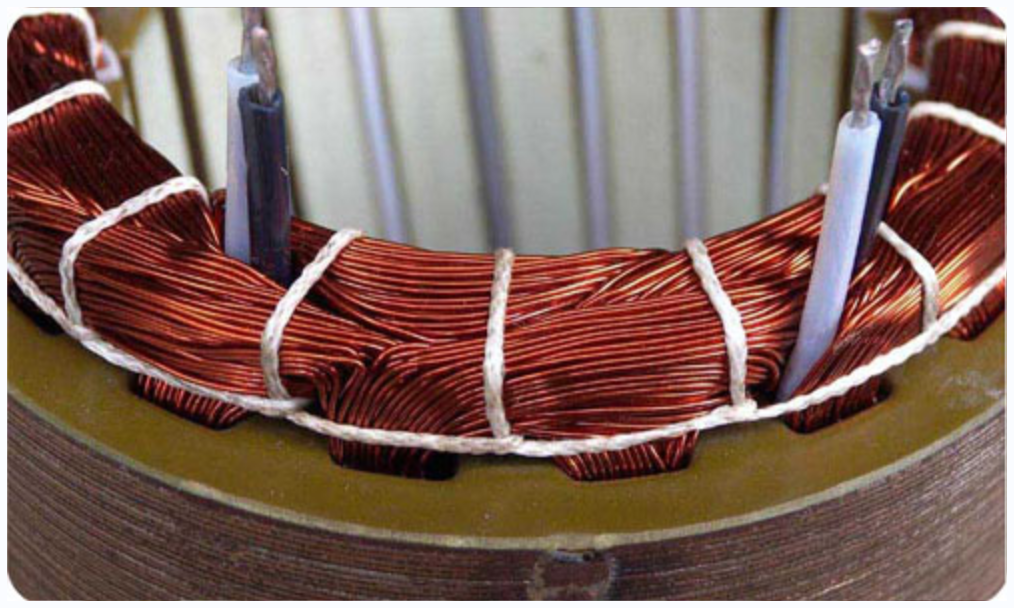
8). Schnürung
Die Wicklungen sind eng geformt und geschnürt, um als eine einzige thermische Masse zu wirken und Hotspots zu reduzieren.
Das dichte Packen der Wicklungen reduziert auch Drahtvibrationen, die akustische Geräusche und Isolationsfehler verursachen.

9). Lackieren und Backen
Der Lackbetrieb verwendet kundenspezifische Materialien und Prozesse.
Einrichtungen wie Vakuumdruckimprägnierung (VPI), Eintauchen, Einsickern und Wärmehärtungsverfahren sind. verfügbar. Lacke auf dem Stator-ID können gereinigt werden. Als Ergänzung oder Alternative zum Lackieren können Statorbaugruppen mit kundenspezifischen Vergussmaterialien vergossen werden.
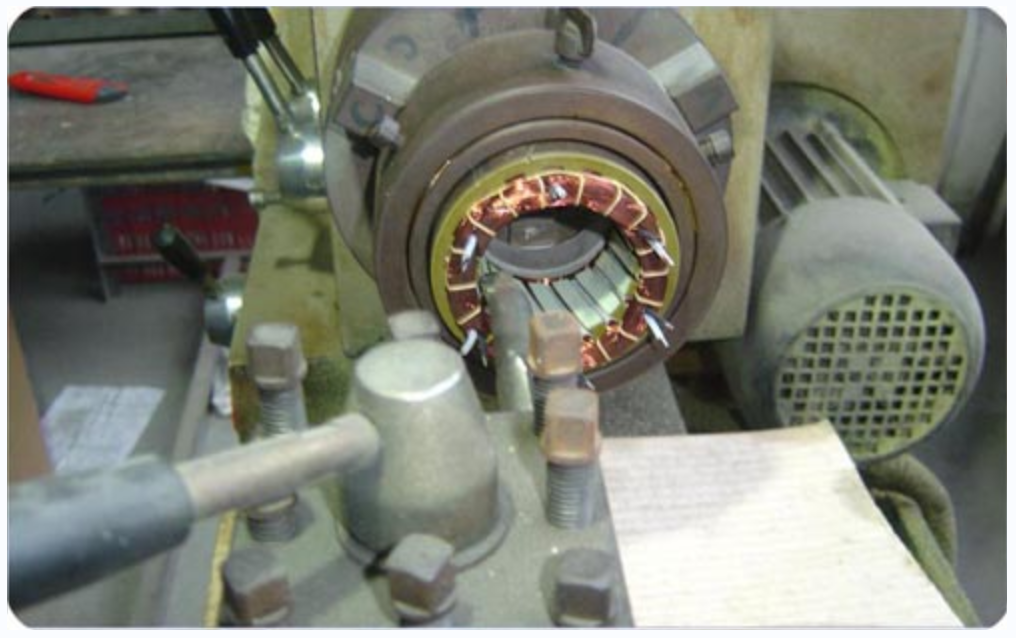
10). CNC-Bearbeitung
Eine präzise Bearbeitung der Stapeloberflächen ist verfügbar. Stapel können geschliffen (Außendurchmesser), gehont (Innendurchmesser), gedreht und gefräst werden, um die erforderlichen Abmessungen und Merkmale zu erfüllen. Toleranzen von 土0,001 Zoll (oder enger, falls erforderlich) können eingehalten werden.
11). Physische Inspektion
●Inspektion der Schichtdicke des Stapels mit einem Schichtdickenmessgerät.
●Überprüfung der Stapelbeschichtungshaftung unter Verwendung eines Schlagtestgeräts.
●Maßkontrolle an einem fertigen Stator mit einem Messschieber, einem Mikrometer und einem Indikator.
●Sichtprüfung mit einer Lupe oder einem Projektor, falls erforderlich.

12). Elektrische Prüfung/Etikettendruck
Jede Einheit wird einer Qualitätssicherungsprüfung unterzogen. Hochspannungs-, Stoßfestigkeits-, Gegen-EMK- und andere elektrische Tests werden nach Bedarf durchgeführt, um die Konformität mit den Kundenspezifikationen sicherzustellen. Die Testergebnisse werden elektronisch aufgezeichnet und für zukünftige Analysen gespeichert.
Auf Anfrage können Testergebnisse jeder Produktsendung beigelegt werden.

Schlüsselwörter:
Andere Produkte






CEN-PING-Anfrage
Fax: +86 28 8738-2478
Email: cen-ping@163.net
Hinzufügen: 73-1-1004 Qili Garden 318 Qingyang Road Chengdu 610091 China

WeChat
Scannen Sie Ihre Aufmerksamkeit
CEN-PING
Copyright @ 2023 Cen-Ping Industries Co., Limited. All Rights Reserved. SEO